
Page 48 - 压滤机过滤技术
P. 48
6 5 4 47
1) 压紧滤板
1)合上电源开关,电源指示灯亮;
2)将所有滤板移至止推板端,并使其位于两横梁中央;
3)按“压紧”按钮,活塞杆推动压紧板,将滤板/框压紧,达到液压工作压力值(见压力表,具体数
值见产品插页),液压系统自动将压力控制在压力表的上、下限之间,实行自动保压。
压滤机压紧装置所产生的压紧力不仅要抵抗过滤压力或压榨压力,而且还必须保证过滤室的密封.
警 告:·为防止滤板的永久性变形和压滤机的强度,因此不允许压紧力过高。操作者应当遵守我公
司规定的具体数据。
·当滤室压紧时,在长度上要有伸缩补偿功能,原因是:由于滤布的压实和由于滤板的弹性的反作用
引起的长度的变化以及热胀冷缩引起的长度变化;
注 意:·我公司生产的该型压滤机大都设计有伸缩补偿功能。即液压缸座支架的地脚螺孔为长腰形。
安装时,两螺母拼紧并保持垫圈与支架平面间留有 2mm 间隙,保证液压缸端在压紧过程中能微量伸
缩—水平移动。
·某些较大机型,油缸座和支架连接处设有滚针连接,也可保证液压缸端在压紧过程中能微量伸缩
—水平移动。见插页
警 告:·压紧力太小会导致滤室漏液。太大会损坏滤板,活塞杆和压滤机机架,甚至影响人生安全。
我公司已对产品和压紧力值锁定(溢流阀值)。
· 电接点压力表上限调整至液压工作压力值,下限为液压工作压力减去 2Mpa;自动拉板型液压工作
压力下限为液压工作压力减去 2-4Mpa。用户切勿擅自调整。如发现滤室喷液等情况,请来电来信,我
们将解答您的问题。
·停用时,勿使压滤机处于最大压紧状态。
·压紧时,不该有任何异物(包括残余滤饼或人的肢体)置于压滤机中。
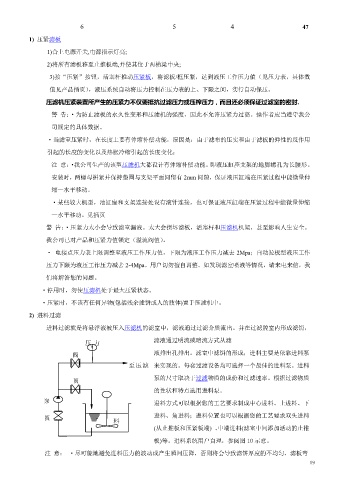
2) 进料过滤
进料过滤就是将悬浮液被压入压滤机的滤室中,滤液通过过滤介质流出。并在过滤腔室内形成滤饼,
压 力 滤液通过明流或暗流方式从滤
阀 液排出孔排出。滤室中滤饼的形成;进料主要是依靠进料泵
至压滤 来实现的。每套过滤设备均可选择一个最佳的进料泵。进料
泵的尺寸取决于过滤物质的成份和过滤速率。根据过滤物质
阀
的性状和特点选用进料泵。
泵 进料方式可以根据您的工艺要求制成中心进料、上进料、下
阀 进料、角进料;进料位置也可以根据您的工艺要求双头进料
料
(从止推板和压紧板端) 、中端进料(滤室中间添加活动的止推
板)等。进料系统用户自理,参阅图 10 示意。
注 意: ·尽可能地避免进料压力的波动或产生瞬间压降,否则将会导致滤饼厚度的不均匀、滤板弯
19