
Page 40 - 《隔膜压滤机系列》
P. 40
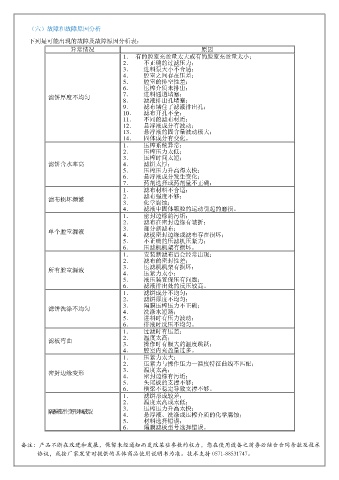
(六)故障和故障原因分析
下列是可能出现的故障及故障原因分析表:
异常情况 原因
1. 有的腔室充盈量太大或有的腔室充盈量太小;
2. 不正确的过滤压力;
3. 进料泵大小不合适;
4. 腔室之间存在压差;
5. 腔室的排空性差;
6. 压榨介质未排出;
7. 进料通道堵塞;
滤饼厚度不均匀
8. 滤液排出孔堵塞;
9. 滤布堵住了滤液排出孔;
10. 滤布开孔不全;
11. 不同的滤布材质;
12. 悬浮液成分有波动;
13. 悬浮液的固含量波动极大;
14. 固体成分有变化。
1. 压榨系统异常;
2. 压榨压力太低;
3. 压榨时间太短;
滤饼含水率高 4. 滤饼太厚;
5. 压榨压力升高得太快;
6. 悬浮液成分发生变化;
7. 药剂选择或药剂量不正确;
1. 滤布材料不合适;
2. 滤布强度不够;
滤布损坏频繁
3. 化学腐蚀;
4. 滤液中固体颗粒的运动引起的磨损。
1. 密封边缘的污垢;
2. 滤布在密封边缘有皱折;
3. 部分新滤布;
单个腔室漏液
4. 滤板密封边缘或滤布存在损坏;
5. 不正确的压滤机压紧力;
6. 压滤机机架有损坏。
1. 安装新滤布后会经常出现;
2. 滤布的密封性差;
3. 压滤机机架有损坏;
所有腔室漏液
4. 压紧力太小;
5. 液压装置保压有问题;
6. 滤液排出处的反压较高。
1. 滤饼成分不均匀;
2. 滤饼厚度不均匀;
3. 隔膜压榨压力不正确;
滤饼洗涤不均匀
4. 洗涤水短路;
5. 进料时有压力波动;
6. 排液时反压不均匀。
1. 过滤时有压差;
2. 温度太高;
滤板弯曲
3. 操作时有极大的温度跳跃;
4. 腔室内充盈量过多。
1. 压紧力太大;
2. 压紧力与操作压力—温度特征曲线不匹配;
3. 温度太高;
密封边缘变形
4. 密封边缘有污垢;
5. 头尾板的支撑不够;
6. 横梁不稳定导致支撑不够。
1. 滤饼形成较差;
2. 温度太高或太低;
3. 压榨压力升高太快;
隔 膜 塑 性 变 形 和 破 裂
4. 悬浮液、洗涤或压榨介质的化学腐蚀;
5. 材料选择错误;
6. 隔膜滤板型号选择错误。
备注:产品不断在改进和发展,保留未经通知而更改某些参数的权力,您在使用设备之前务必结合合同条款及技术
协议,或按厂家发货时提供的具体商品使用说明书为准。技术支持 0571-88531747。